哈特麻花鉆、鉸刀、銑刀、 锪鉆及非標刀具五大系列,特別是錐柄標準麻花鉆、錐柄加長與特長麻花鉆、機用和手用鉸刀以及非標準、異型復合刀具。
語言選擇:  ∷
∷ 
∷ ∷ 

眾所周知,在所有使用絲錐攻絲的工況中,高硬度材料攻絲一直都是一個富有挑戰性的難題。
原因很簡單,費刀!一把成本幾百、幾千的絲錐,很可能只加工了幾個、幾十個螺紋孔就攻不動了,這無疑極大的增加了絲錐使用成本。
那么,有沒有較好的方法來解決或者改善高硬度材料攻絲費刀這種狀況呢?
答案當然是肯定的。本文就提供一個真實的案例:在現有條件下,如何優化普通絲錐加工高硬度合金材料。
一、問題的提出
泰安航天特種車有限公司的主要產品是特種重型運載、牽引汽車,在生產過程中,常遇到加工高硬度合金材料如40Gr、40Mn和35GrMo等的情況,熱處理硬度38~44HRC。
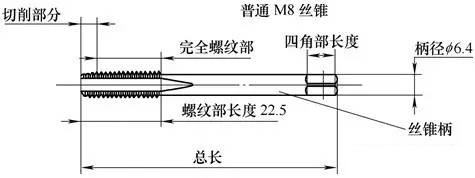
采用國產普通M8絲錐(見下圖)來加工標準的內螺紋孔,在攻螺紋過程常出現攻不動螺紋,或者絲錐扭斷現象。隨后,更換進口高硬度絲錐,結果絲錐仍然扭斷,影響了車間的正常生產進度。
為解決這一問題,我們對絲錐進行了改進設計。
二、絲錐扭斷原因探究
在攻螺紋時,導致絲錐發生斷裂的因素很多,但主要因素為切削抗力過大。切削抗力主要受絲錐的切削負荷影響。切削負荷主要受絲錐各刀齒的切削厚度、工件材質及熱處理狀況等因素的影響。而絲錐的結構參數與切削厚度的關系存在以下關系:
Ac=P·tanKr/Z
式中,Ac為絲錐的每齒切削厚度;P為絲錐的螺距;Kr為導向切削錐角;Z為絲錐槽數。
分析該式發現,可以通過改變絲錐本身的結構參數來改變絲錐的切削受力點,從而達到改變切削抗力。對于國產普通絲錐,在其絲錐螺距一定的前提下,絲錐刃槽為定值。進而我們可以減小絲錐的導向錐角,使切削轉矩下降。
在實際生產過程中,公司使用的絲錐以標準普通碳素合金鋼材質為主,絲錐的硬度為59~62HRC,大于一般工件的硬度,之所以發生攻不動螺紋,是由于絲錐的受力點與鉸杠的加力點距離過長,也就是力矩太長,攻螺紋時絲錐受力不均衡,絲錐體扭動(并非繞軸線平穩轉動),造成無法攻螺紋。因此,可以通過減小絲錐柄的長度來提高絲錐的切削力距。
三、普通絲錐的結構改進
通過比較分析,綜合各方面資料可知,較為合理的切削厚度應控制在0.03~0.06mm,其合理的絲錐導向錐角應控制在6°~12°。可分為3個角度階段,加第4根標準絲錐,簡稱4聯錐,同時在保證絲錐的刀體強度、防止產生切屑擠塞的前提下,對絲錐進行改進設計。
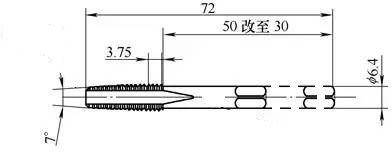
首先,通過修磨國產普通絲錐,將絲錐切削導向錐角修磨為7°,絲錐的完全螺紋部分保留為3扣絲,使受力點向絲錐的錐柄部延伸,工件受力的力矩縮短,增強了絲錐的切削轉矩,同時將絲錐柄的長度由50mm修磨到30mm,進一步增強絲錐的切削力矩(見上圖),為了增加切屑的排除,可以適當地增加容屑槽的長度。
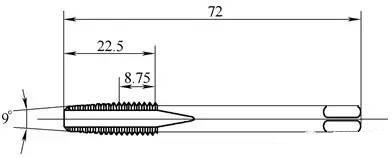
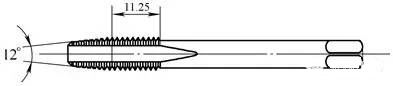
而后,將第2根絲錐的切削導向錐角修磨為9°(見下圖),絲錐的完全螺紋部保留為7扣絲,從而使受力點也向錐柄部延伸。再將第3根絲錐的切削導向錐角落修磨為12°(見下圖),絲錐的完全螺紋部保留為9扣絲,受力點也適當延伸,第4根絲錐為標準絲錐,4根絲錐的受力點不同,使切削力均布分散在4根絲錐上。
其次,修磨絲錐后角。對于硬度較高的材料,為減小絲錐與工件之間的摩擦力,用片狀砂輪機或工具磨床修磨改進后的絲錐,將修磨處的絲錐螺紋后角修磨至4°~6°。攻螺紋順序為:使用12°絲錐攻螺紋→使用9°絲錐攻螺紋→使用7°絲錐攻螺紋→使用普通絲錐攻螺紋。
在攻螺紋過程中,針對容易發生絲錐扭斷的現象,可根據材質的不同硬度,適當增大工件底角直徑,便于金屬切削屑的排除。
四、攻螺紋方法的工藝優化
對工件螺紋的加工,可以用以上3種改制絲錐加1根標準絲錐,配合鉸杠,保持絲錐潤滑,依次攻螺紋完成。在攻螺紋過程中,要注意絲錐與工件被加工孔保持垂直,適度用力順時針旋轉鉸杠,攻螺紋過程中要及時調整保持絲錐的垂直。為避免絲錐折斷,要經常增加絲錐的回轉圈數,將切屑及時排出深孔。
在標準螺紋直徑的基礎上(允許的公差范圍內),適當增加內螺紋底孔的直徑,以減小絲錐的切削阻力,改善切削條件,防止絲錐的扭斷,延長絲錐的使用壽命。
五、結語
使用經過改進的絲錐進行攻螺紋時,絲錐的強度明顯增強。5年來,在加工熱處理硬度38~44HRC高硬度合金材料的制件中,從未出現絲錐攻不動螺紋及絲錐扭斷的現象(修改錐度的絲錐也可選用使用過的舊絲錐)。
在日常攻螺紋過程中,如有再硬的工件時,還可再增加絲錐的件數(注:這里應指的是分錐數量),將絲錐所受力均勻分布在各絲錐上。加工的內螺紋孔表面質量良好,從而保證了產品質量。
文章摘自《金屬加工(冷加工)》2015年第16期
如無特別注明,本站文章均為原創,歡迎轉載與分享。版權所有,轉載須在正文內以鏈接形式注明文章出處或原文地址。







